|
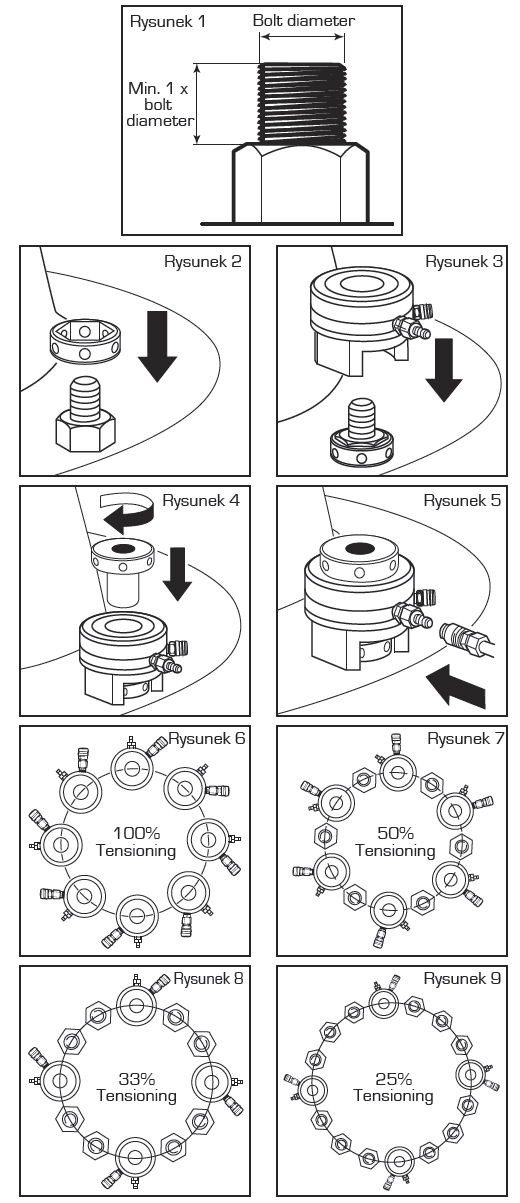
Hi-Force hydraulic stud bolt tensioners offer the quickest, safest and most accurate means of applying a specific residual load to stud bolts. Stud bolt tensioners can be used to easily achieve an accurate and pre-determined bolt loading in a single, simultaneous operation, providing the uniform gasket compression, essential for the integrity of critical bolted connections. Ideally all bolts in the joint should be tensioned simultaneously (100%), however 50%, 33% or even 25% simultaneous tensioning can be carried out, which then requires the operator to make two, three or four tensioning operations by moving around the bolts in diametrically opposed fashion. Whilst partial tensioning will take longer to complete the task, it enables the user to optimise between the cost of the equipment and the available time.
Hi-Force hydraulic stud bolt tensioners are designed to directly stretch the bolt by applying a known load to the fastener using a hydraulic cylinder and threaded puller. The securing nut is then rotated using a short tommy bar, whilst the thread is being stretched, until it is firmly tightened against the joint face. Immediately the hydraulic pressure (load) is released the bolt tension (residual load) is retained, within the clamp length of the stud bolt, because it is prevented from returning to its original length by the tightened nut.
To operate hydraulic stud bolt tensioners, on bolted connections safely, an extra length of threaded stud, above the nut, of at least one x bolt diameter, is required to facilitate easy fitment of the equipment (see figure 1).
Assembly of the tensioners to the stud bolt is quick and easy, provided of course that the stud bolts and nuts are clean, lubricated and in good condition (see figures 2 -5).
Hi-Force has considerable experience in providing precise calculations of the correct bolt load to be applied to ensure an accurate residual load is imparted into the bolts, whether they be tightened using a 100%, 50%, 33% or 25% simultaneous tensioning procedure (see figures 6-9).
Please refer to page 100 for further details on the Hi-Force BoltRight software programme.
|
|
|
Note : If 100% tensioning cannot be achieved by attaching all bolt tensioners, to one side of the flange, due to a lack of space, then alternate the tensioners on opposite side.
|