Fist Grip Clips
WARNING |
•Failure to read, understand, and follow these instructions may cause death or serious injury.
•Read and understand these instructions before using
clips.
•Match the same size clip to the same size wire rope.
•Do not mismatch Crosby clips with other manufacturers clips.
•Prepare wire rope end termination only as instructed
•Do not use plastic coated wire rope.
•Apply first load to test the assembly. This load should be of equal or greater weight than loads expected in use. Next, check and retighten nuts to recommended torque (See Table 1, this page). |
Efficiency ratings for wire rope end terminations are based upon the catalog breaking strength of wire rope. The efficiency rating of a properly prepared loop or thimble-eye termination for clip sizes 1/8" through 7/8" is 80%, and for sizes 1" through 3- 1/2" is 90%.
The number of clips shown (see Table 1) is based upon using RRL or RLL wire rope, 6 x 19 or 6 x 37 Class, FC or IWRC; IPS or XIP, XXIP. If Seale construction or similar large outer wire type construction in the 6 x 19 Class is to be used for sizes 1 inch and larger, add one additional clip. If a pulley (sheave) is used for turning back the wire rope, add one additional clip.
The number of clips shown also applies to rotation - resistant RRL wire rope, 8 x 19 Class, IPS, XIP, XXIP sizes 1-1/2 inch and smaller; and to rotation-resistant RRL wire rope, 19 x 7 Class, IPS, XIP, XXIP sizes 1-1/2 inch and smaller.
For other classes of wire rope not mentioned above, we recommend contacting Crosby Engineering at the address or telephone number on the back cover to ensure the desired efficiency rating.
The style of wire rope termination used for any application is the obligation of the user.
For OSHA (Construction) applications, see OSHA 1926.251
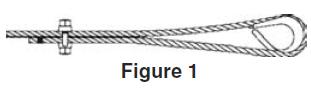
1. Refer to Table 1 in following
these instructions. Turn back
specified amount of rope from
thimble or loop. Apply first clip
one base width from dead
end of rope. Use torque wrench to tighten evenly, alternating from one nut to the other until reaching the recommended torque.
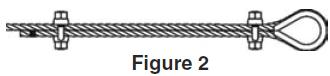
2. When two clips are
required, apply the second clip as near the loop or thimble as possible. Use torque wrench to tighten evenly, alternating until reaching the recommended torque. When more than two clips are required, apply the second clip as near the loop or thimble, turn nuts on second clip firmly, but do not tighten. Proceed to Step 3.
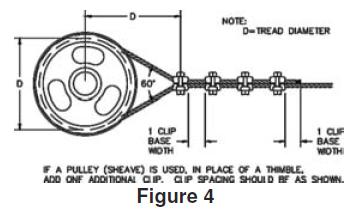
3. When three or more clips are required, space addicional clips equally between first two - take up rope slack - use torque wrench to tighten on each Clip evenly, alternating from one nut to the other until riching recomended torque.
4. If a pulley (sheave) is used in place of a thimble, add one addicional Fist Grip spacing should be as shown.
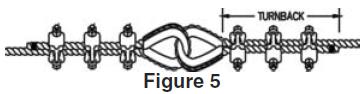
5. WIRE ROPE SPLICING PROCEDURES:
The preferred method of splicing two wire ropes together is to use interlocking turnback eyes with thimbles, using the recommended number of clips on each eye (See Figure 5).
An alternate method is to use twice the number of clips as used for a
turnback termination. The rope ends are placed parallel to each other, overlapping by twice the turnback amount shown in the application instructions.The minimum number of clips should be installed on each dead end (See Figure 6). Spacing, installation torque, and other instructions still apply.
6. IMPORTANT
Apply first load to test the assembly. This load should be of equal or greater weight than loads expected in use. Next, check and use torque wrench to retighten to recommended torque.
In accordance with good rigging and maintenance practices, the wire rope end termination should be inspected periodically for wear, abuse, and general adequacy.
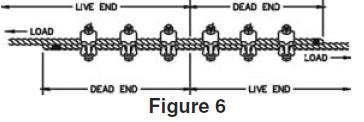 |
Table 1 |
Clips
Size
(in.) |
Rope
Size
(in.) |
Minimum No. of
Clips |
Amount of
Rope to Turn
Back in Inches |
*Torque
in
Ft. Lbs. |
3/16 |
3/16 |
2 |
4 |
30 |
1/4 |
1/4 |
2 |
4 |
30 |
5/16 |
5/16 |
2 |
5 |
30 |
3/8 |
3/8 |
2 |
5-1/4 |
45 |
7/16 |
7/16 |
2 |
6-1/2 |
65 |
1/2 |
1/2 |
3 |
11 |
65 |
9/16 |
9/16 |
3 |
12-3/4 |
130 |
5/8 |
5/8 |
3 |
13-1/2 |
130 |
3/4 |
3/4 |
3 |
16 |
225 |
7/8 |
7/8 |
4 |
26 |
225 |
1 |
1 |
5 |
37 |
225 |
1-1/8 |
1-1/8 |
5 |
41 |
360 |
1-1/4 |
1-1/4 |
6 |
55 |
360 |
1-3/8 |
1-3/8 |
6 |
62 |
500 |
1-1/2 |
1-1/2 |
7 |
78 |
500 |
If a pulley (sheave) is used for turning back the wire rope, add one additional
clip. See Figure 4. |
| If a greater number of clips are used than show in the table, the amount of turnback should be increased proportionately. |
| * The tightening torque values shown are based upon the threads being clean, dry, and free of lubrication. |
|