–ü–†–ě–£–®–ė–Ě–ę –ü–†–ė–í–ź–†–Ě–ę–ē CROSBY
|
- –Ě–Ķ—Ā–ĺ–Ī–Ľ—é–ī–Ķ–Ĺ–ł–Ķ –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł —Ā–≤–į—Ä–ļ–ł, –ľ–ĺ–Ĺ—ā–į–∂–į –ł –Ņ–ĺ–ī—ä–Ķ–ľ–į –ľ–ĺ–∂–Ķ—ā –Ņ—Ä–ł–≤–Ķ—Ā—ā–ł –ļ –ĺ–Ī—Ä—č–≤—É –≥—Ä—É–∑–į –ł –ļ —Ā–Ķ—Ä—Ć—Ď–∑–Ĺ—č–ľ –Ĺ–Ķ—Ā—á–į—Ā—ā–Ĺ—č–ľ –ł–Ľ–ł —Ā–ľ–Ķ—Ä—ā–Ķ–Ľ—Ć–Ĺ—č–ľ —Ā–Ľ—É—á–į—Ź–ľ.
- –Ě–Ķ –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź–Ļ –Ĺ–Ķ–ł—Ā–Ņ—Ä–į–≤–Ĺ—č–Ķ —Ā—ā—Ä–ĺ–Ņ—č –ł–Ľ–ł —Ü–Ķ–Ņ–ł. –ö—Ä–ł—ā–Ķ—Ä–ł–ł –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ź –Ņ—Ä–ł–≤–Ķ–ī–Ķ–Ĺ—č –≤ ASME B30.9.
- –ü–Ķ—Ä–Ķ–ī –Ņ—Ä–ł–≤–į—Ä–ļ–ĺ–Ļ –ł –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–Ķ–ľ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ –≤–Ĺ–ł–ľ–į—ā–Ķ–Ľ—Ć–Ĺ–ĺ –Ņ—Ä–ĺ—á—ā–ł —ć—ā—É –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—é.
|
–í–į–∂–Ĺ–į—Ź –ł–Ĺ—Ą–ĺ—Ä–ľ–į—Ü–ł—Ź –ĺ –Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā–ł
- –ü—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –ľ–ĺ–∂–Ĺ–ĺ –Ņ—Ä–ł–≤–į—Ä–ł–≤–į—ā—Ć —ā–ĺ–Ľ—Ć–ļ–ĺ –ļ –∂–Ķ–Ľ–Ķ–∑–Ĺ—č–ľ –ľ–Ķ—ā–į–Ľ–Ľ–į–ľ.
- –ü–ĺ—Ā–Ľ–Ķ –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–ł—Ź –Ĺ–į–≥—Ä—É–∑–ļ–ł –≤—č–Ī–Ķ—Ä–ł –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–į–Ĺ–ł–ł –Ē–ĺ–Ņ—É—Ā—ā–ł–ľ–ĺ–Ļ –†–į–Ī–ĺ—á–Ķ–Ļ –Ě–į–≥—Ä—É–∑–ļ–ł (–Ē–†–Ě) - —Ā–ľ. —ā–į–Ī–Ľ–ł—Ü—É 1.
- –ü–Ķ—Ä–Ķ–ī —Ā–≤–į—Ä–ļ–ĺ–Ļ –Ņ—Ä–ĺ—É—ą–ł–Ĺ–į –ł –ľ–Ķ—Ā—ā–ĺ —Ā–≤–į—Ä–ļ–ł –ī–ĺ–Ľ–∂–Ĺ—č –Ī—č—ā—Ć —ā—Č–į—ā–Ķ–Ľ—Ć–Ĺ–ĺ –ĺ—á–ł—Č–Ķ–Ĺ—č.
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ —É—Ā—ā–į–Ĺ–į–≤–Ľ–ł–≤–į–Ļ –Ņ—Ä–ĺ–ļ–Ľ–į–ī–ĺ–ļ –ľ–Ķ–∂–ī—É –Ņ—Ä–ĺ—É—ą–ł–Ĺ–ĺ–Ļ –ł –ľ–Ķ—Ā—ā–ĺ–ľ —Ā–≤–į—Ä–ļ–ł.
- –í—Ā–Ķ–≥–ī–į –≤—č–Ī–ł—Ä–į–Ļ –ĺ—Ā–Ĺ–į—Ā—ā–ļ—É –ī–Ľ—Ź –Ņ–ĺ–ī—ä–Ķ–ľ–į, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č—É—é –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–ľ –Ņ—Ä–ĺ—É—ą–ł–Ĺ–į–ľ.
- –ě—Ā–Ĺ–į—Ā—ā–ļ–į –ī–Ľ—Ź –Ņ–ĺ–ī—ä–Ķ–ľ–į –ī–ĺ–Ľ–∂–Ĺ–į –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—ā—Ć –Ņ–ĺ–≤–ĺ—Ä–ĺ—ā –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 1).
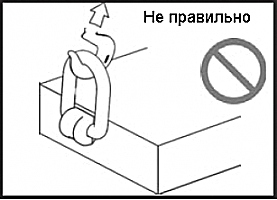
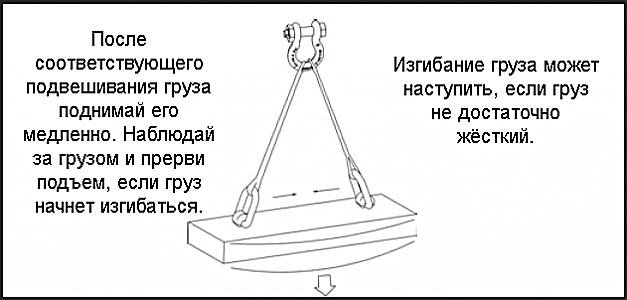
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć –ī–Ķ–Ļ—Ā—ā–≤–ł–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ —Ā –ľ–į–Ľ–ĺ–Ļ –Ĺ–į–≥—Ä—É–∑–ļ–ĺ–Ļ. –ü—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –Ĺ–Ķ –ī–ĺ–Ľ–∂–Ĺ—č —É–Ņ–ł—Ä–į—ā—Ć—Ā—Ź –≤ –Ņ–ĺ–ī–Ĺ–ł–ľ–į–Ķ–ľ—č–Ļ –≥—Ä—É–∑ (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 2).
- –í—Ā–Ķ–≥–ī–į –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ –≤–ĺ–∑–ľ–ĺ–∂–Ĺ–ĺ—Ā—ā—Ć –Ņ–ĺ–≤–ĺ—Ä–ĺ—ā–į –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –Ĺ–į 180 –≥—Ä–į–ī—É—Ā–ĺ–≤ (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 4).
- –†–į–∑–ľ–Ķ—Ä—č, —Ā–ĺ—Ā—ā–į–≤ –ł –ļ–į—á–Ķ—Ā—ā–≤–ĺ –Ņ–ĺ–≤–Ķ—Ä—Ö–Ĺ–ĺ—Ā—ā–ł –Ņ–ĺ–ī–Ĺ–ł–ľ–į–Ķ–ľ–ĺ–≥–ĺ –≥—Ä—É–∑–į –ī–ĺ–Ľ–∂–Ĺ—č —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ĺ–≤–į—ā—Ć –Ņ—Ä–Ķ–ī–Ņ–ĺ–Ľ–į–≥–į–Ķ–ľ—č–ľ –Ĺ–į–≥—Ä—É–∑–ļ–į–ľ –≤–ĺ –≤—Ā–Ķ—Ö —Ä–į–Ī–ĺ—á–ł—Ö –Ņ–ĺ–Ľ–ĺ–∂–Ķ–Ĺ–ł—Ź—Ö. –Ę—Ä–Ķ–Ī—É–Ķ–ľ–į—Ź –ī–Ľ—Ź –ī–į–Ĺ–Ĺ–ĺ–≥–ĺ –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł—Ź —ā–ĺ–Ľ—Č–ł–Ĺ–į –≤ –ľ–Ķ—Ā—ā–Ķ —Ā–≤–į—Ä–ļ–ł –∑–į–≤–ł—Ā–ł—ā –ĺ—ā –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ –ī–Ľ–ł–Ĺ–į –≥—Ä—É–∑–į –ł –Ņ—Ä–ĺ—á–Ĺ–ĺ—Ā—ā—Ć –ľ–į—ā–Ķ—Ä–ł–į–Ľ–į –ł –ī–ĺ–Ľ–∂–Ĺ–į –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ—Ź—ā—Ć—Ā—Ź –ļ–≤–į–Ľ–ł—Ą–ł—Ü–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–ľ –Ľ–ł—Ü–ĺ–ľ.
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –ł—Ā–Ņ—Ä–į–≤–Ľ—Ź–Ļ, –Ĺ–Ķ –ľ–ĺ–ī–ł—Ą–ł—Ü–ł—Ä—É–Ļ, –Ĺ–Ķ –ł–∑–ľ–Ķ–Ĺ—Ź–Ļ, –Ĺ–Ķ –ī–Ķ—Ą–ĺ—Ä–ľ–ł—Ä—É–Ļ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č.
|
|
–†–ł—Ā—É–Ĺ–ĺ–ļ 1 |
–†–ł—Ā—É–Ĺ–ĺ–ļ 2 |
–ö–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ć / —Ā–ĺ–ī–Ķ—Ä–∂–į–Ĺ–ł–Ķ —É—ą–Ķ–Ļ —Ā–≤–į—Ä–ł–≤–į–Ĺ–Ĺ—č—Ö
- –ü–Ķ—Ä–Ķ–ī –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł–Ķ–ľ –≤—Ā–Ķ–≥–ī–į –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č.
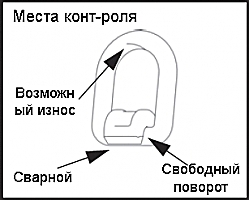
- –†–Ķ–≥—É–Ľ—Ź—Ä–Ĺ–ĺ –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ —á–į—Ā—ā–ł –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 3).
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź–Ļ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č —Ā–ĺ —Ā–Ľ–Ķ–ī–į–ľ–ł –ļ–ĺ—Ä—Ä–ĺ–∑–ł–ł, –ł–∑–Ĺ–ĺ—Ā–į –ł–Ľ–ł –Ņ–ĺ–≤—Ä–Ķ–∂–ī–Ķ–Ĺ–Ĺ—č—Ö.
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź–Ļ —Ā–ĺ–≥–Ĺ—É—ā—č–Ķ –ł–Ľ–ł –ī–Ķ—Ą–ĺ—Ä–ľ–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–Ķ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č.
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ —á–į—Ā—ā–Ķ–Ļ —Ā —ā—Ä–Ķ—Č–ł–Ĺ–į–ľ–ł, —Ü–į—Ä–į–Ņ–ł–Ĺ–į–ľ–ł –ł–Ľ–ł –∂–Ķ–Ľ–ĺ–Ī–ļ–į–ľ–ł.
- –í—Ā–Ķ–≥–ī–į —É–Ī–Ķ–ī–ł—Ā—Ć, —á—ā–ĺ –Ĺ–Ķ—ā –Ĺ–ł–ļ–į–ļ–ł—Ö –Ņ—Ä–ĺ–ļ–Ľ–į–ī–ĺ–ļ –ľ–Ķ–∂–ī—É –Ņ—Ä–ĺ—É—ą–ł–Ĺ–ĺ–Ļ –ł –ľ–Ķ—Ā—ā–ĺ–ľ —Ā–≤–į—Ä–ļ–ł.
- –í—Ā–Ķ–≥–ī–į —É–Ī–Ķ–ī–ł—Ā—Ć, —á—ā–ĺ –Ņ—Ä–ĺ—É—ą–ł–Ĺ–į –Ņ–ĺ–Ľ–Ĺ–ĺ—Ā—ā—Ć—é –Ņ—Ä–ł–≤–į—Ä–Ķ–Ĺ–į –ļ –Ņ–ĺ–≤–Ķ—Ä—Ö–Ĺ–ĺ—Ā—ā–ł –≥—Ä—É–∑–į.
- –í—Ā–Ķ–≥–ī–į –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–ł—Ä—É–Ļ –ł–∑–Ĺ–ĺ—Ā –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ.
- –Ē–ĺ–Ľ–∂–Ĺ—č –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā—Ć—Ā—Ź –≤–ł–∑—É–į–Ľ—Ć–Ĺ—č–Ķ –Ņ–Ķ—Ä–ł–ĺ–ī–ł—á–Ķ—Ā–ļ–ł–Ķ –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–ł —Ā–≤–į—Ä–Ĺ—č—Ö —ą–≤–ĺ–≤. –ü—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ —Ā–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –≤–ł–∑—É–į–Ľ—Ć–Ĺ–ĺ –ł–Ľ–ł, –Ķ—Ā–Ľ–ł —ć—ā–ĺ –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ, —Ā –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–Ķ–ľ —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–Ķ–≥–ĺ –ľ–Ķ—ā–ĺ–ī–į –Ĺ–Ķ—Ä–į–∑—Ä—É—ą–į—é—Č–Ķ–≥–ĺ –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ź.
Operating Safety
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –Ņ—Ä–Ķ–≤—č—ą–į–Ļ –≥—Ä—É–∑–ĺ–Ņ–ĺ–ī—ä—Ď–ľ–Ĺ–ĺ—Ā—ā–ł (–Ē–†–Ě) –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ (—Ā–ľ. —ā–į–Ī–Ľ–ł—Ü—É 1).
- –Ě–ł–ļ–ĺ–≥–ī–į –Ĺ–Ķ –Ĺ–į–≥—Ä—É–∂–į–Ļ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ –Ī–ĺ–ļ–ĺ–≤—č–ľ–ł —Ā–ł–Ľ–į–ľ–ł, —Ä–į—Ā–Ņ–ĺ–Ľ–į–≥–į–Ļ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–Ķ–Ĺ–Ĺ–ĺ –Ĺ–į–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł—é —Ā—ā—Ä–ĺ–Ņ–ĺ–≤ (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 4).
- –ü—Ä–ł –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–ł —Ā—ā—Ä–ĺ–Ņ–ĺ–≤ –ī–≤—É—Ö- –ł–Ľ–ł –Ī–ĺ–Ľ–Ķ–Ķ –≤–Ķ—ā–≤–Ķ–Ĺ–Ĺ—č—Ö, —É–Ī–Ķ–ī–ł—Ā—Ć, —á—ā–ĺ —Ā–ł–Ľ—č –≤ –≤–Ķ—ā–≤—Ź—Ö —Ä–į—Ā—Ā—á–ł—ā–į–Ĺ—č –ī–Ľ—Ź —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–Ķ–≥–ĺ —É–≥–Ľ–į –ľ–Ķ–∂–ī—É –≤–Ķ—ā–≤—Ź–ľ–ł —Ā—ā—Ä–ĺ–Ņ–į –ł –≤—č–Ī–Ķ—Ä–ł —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č—É—é –Ņ—Ä–ł–≤–į—Ä–Ĺ—É—é –Ņ—Ä–ĺ—É—ą–ł–Ĺ—É.
|
|
–†–ł—Ā—É–Ĺ–ĺ–ļ 3 |
–†–ł—Ā—É–Ĺ–ĺ–ļ 4 |
–†–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī–į—Ü–ł–ł –Ņ–ĺ –Ņ—Ä–ł–≤–į—Ä–ļ–Ķ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č—Ö –Ņ—Ä–ĺ—É—ą–ł–Ĺ
- –í—č–Ī–Ķ—Ä–ł —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–Ķ –ľ–į–ļ—Ā–ł–ľ–į–Ľ—Ć–Ĺ–ĺ–Ļ –Ĺ–į–≥—Ä—É–∑–ļ–Ķ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č.
- –°–ľ–ĺ–Ĺ—ā–ł—Ä—É–Ļ –Ņ—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –Ĺ–į –Ņ–ĺ–ī–Ĺ–ł–ľ–į–Ķ–ľ–ĺ–ľ –≥—Ä—É–∑–Ķ. –ě–Ī–ĺ–Ļ–ľ—č —É—ą–Ķ–Ļ –ī–ĺ–Ľ–∂–Ķ–Ĺ –Ī—č—ā—Ć –Ņ–į—Ä–į–Ľ–Ľ–Ķ–Ľ—Ć–Ĺ—č –ł —Ä–į–∑–ľ–Ķ—Č–Ķ–Ĺ—č –Ĺ–į –≥—Ä—É–∑–Ķ —Ä–į–≤–Ĺ–ĺ–ľ–Ķ—Ä–Ĺ–ĺ.
- –°–≤–į—Ä–ļ–į –ī–ĺ–Ľ–∂–Ķ–Ĺ –≤—č–Ņ–ĺ–Ľ–Ĺ—Ź—ā—Ć—Ā—Ź –ļ–≤–į–Ľ–ł—Ą–ł—Ü–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–ľ —Ā–≤–į—Ä—Č–ł–ļ–ĺ–ľ –≤ —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–ł —Ā —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–ľ–ł –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź–ľ–ł –Ņ–ĺ —Ā–≤–į—Ä–ļ–Ķ.
- –Ě–ł–∂–Ķ –Ņ—Ä–ł–≤–Ķ–ī–Ķ–Ĺ—č —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī–į—Ü–ł–ł, –ļ–ĺ—ā–ĺ—Ä—č–Ķ –ī–ĺ–Ľ–∂–Ķ–Ĺ –Ī—č—ā—Ć –≤–ļ–Ľ—é—á–Ķ–Ĺ—č –≤ –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—é –Ņ–ĺ —Ā–≤–į—Ä–ļ–Ķ –ī–Ľ—Ź —Ā—ā–į–Ľ–ł —Ā –ľ–į–Ľ—č–ľ –ł–Ľ–ł —Ā—Ä–Ķ–ī–Ĺ–ł–ľ —Ā–ĺ–ī–Ķ—Ä–∂–į–Ĺ–ł–Ķ–ľ —É–≥–Ľ–Ķ—Ä–ĺ–ī–į. –Ē–Ľ—Ź —Ā–≤–į—Ä–ļ–ł —Ā—ā–į–Ľ–ł —Ā –ī—Ä—É–≥–ł–ľ —Ā–ĺ–ī–Ķ—Ä–∂–į–Ĺ–ł–Ķ–ľ —É–≥–Ľ–Ķ—Ä–ĺ–ī–į –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –Ņ–ĺ —Ā–≤–į—Ä–ļ–Ķ –ī–ĺ–Ľ–∂–Ķ–Ĺ –Ī—č—ā—Ć —Ä–į—Ā—ą–ł—Ä–Ķ–Ĺ–į.
- –°–≤–į—Ä–ĺ—á–Ĺ—č–Ļ –ľ–į—ā–Ķ—Ä–ł–į–Ľ –ī–ĺ–Ľ–∂–Ķ–Ĺ –ł–ľ–Ķ—ā—Ć –ľ–ł–Ĺ–ł–ľ–į–Ľ—Ć–Ĺ—É—é –Ņ—Ä–ĺ—á–Ĺ–ĺ—Ā—ā—Ć –Ĺ–į —Ä–į—Ā—ā—Ź–∂–Ķ–Ĺ–ł–Ķ 482 N/–ľ–ľ2 (—ā–į–ļ–ĺ–Ķ –ļ–į–ļ AWS A5.1 E -7018). –°–Ľ–Ķ–ī—É–Ļ —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī–į—Ü–ł—Ź–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ĺ–≤. –°–≤–į—Ä–ļ–į –ī–ĺ–Ľ–∂–Ĺ–į –≤—č–Ņ–ĺ–Ľ–Ĺ—Ź—ā—Ć—Ā—Ź —Ā –Ņ–ĺ–Ľ–Ĺ—č–ľ –Ņ—Ä–ĺ–≤–į—Ä–ĺ–ľ.
- –ü–Ķ—Ä–Ķ–ī —Ā–≤–į—Ä–ļ–ĺ–Ļ, –≤—Ā–Ķ –Ņ–ĺ–≤–Ķ—Ä—Ö–Ĺ–ĺ—Ā—ā–ł –ī–ĺ–Ľ–∂–Ķ–Ĺ –Ī—č—ā—Ć –ĺ—á–ł—Č–Ķ–Ĺ–Ĺ—č–Ķ –ĺ—ā —Ä–∂–į–≤—á–ł–Ĺ—č, –∂–ł—Ä–ĺ–≤, –ļ—Ä–į—Ā–ļ–ł, —ą–Ľ–į–ļ–į –ł –ī—Ä—É–≥–ł—Ö –∑–į–≥—Ä—Ź–∑–Ĺ–Ķ–Ĺ–ł–Ļ.
- –ú–ł–Ĺ–ł–ľ–į–Ľ—Ć–Ĺ—č–Ķ —Ä–į–∑–ľ–Ķ—Ä—č —Ā–≤–į—Ä–Ĺ–ĺ–≥–ĺ —ą–≤–į –Ņ—Ä–ł–≤–Ķ–ī–Ķ–Ĺ—č –≤ —ā–į–Ī–Ľ–ł—Ü–Ķ 1 –ł –ī–ĺ–Ľ–∂–Ĺ—č —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ĺ–≤–į—ā—Ć —Ā—ā–į–Ĺ–ī–į—Ä—ā–į–ľ –Ĺ–į —Ā–≤–į—Ä–ļ—É.
- –°–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –ī–ĺ–Ľ–∂–Ĺ—č –≤—č–Ņ–ĺ–Ľ–Ĺ—Ź—ā—Ć—Ā—Ź –Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ —á–Ķ–ľ –∑–į –ī–≤–į –Ņ—Ä–ĺ—Ö–ĺ–ī–į –ī–Ľ—Ź –≤—č–Ņ–ĺ–Ľ–Ĺ–Ķ–Ĺ–ł—Ź –Ņ–ĺ–Ľ–Ĺ–ĺ–≥–ĺ –Ņ—Ä–ĺ–≤–į—Ä–į.
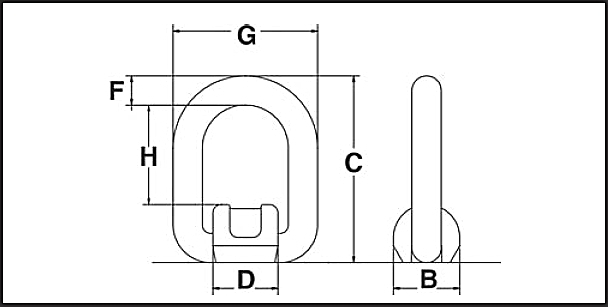
- –°–≤–į—Ä–ļ–į –ī–ĺ–Ľ–∂–Ķ–Ĺ –Ī—č—ā—Ć –≤—č–Ņ–ĺ–Ľ–Ĺ–Ķ–Ĺ–į –Ņ–ĺ –≤—Ā–Ķ–Ļ –ī–Ľ–ł–Ĺ–Ķ „D” —Ā –ī–≤—É—Ö —Ā—ā–ĺ—Ä–ĺ–Ĺ –ĺ–Ī–ĺ–Ļ–ľ—č (—Ä–ł—Ā—É–Ĺ–ĺ–ļ 5).
- –°–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –Ĺ–Ķ –ī–ĺ–Ľ–∂–Ĺ—č –ļ–į—Ā–į—ā—Ć—Ā—Ź –Ņ–ĺ–ī–≤–ł–∂–Ĺ–ĺ–Ļ —á–į—Ā—ā–ł –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č. –ü–ĺ—Ā–Ľ–Ķ —Ā–≤–į—Ä–ļ–ł —É–Ī–Ķ–ī–ł—Ā—Ć, —á—ā–ĺ –Ņ—Ä–ĺ—É—ą–ł–Ĺ–į –ł–ľ–Ķ–Ķ—ā –≤–ĺ–∑–ľ–ĺ–∂–Ĺ–ĺ—Ā—ā—Ć –Ņ–ĺ–≤–ĺ—Ä–ĺ—ā–į –Ĺ–į 1800.
- –Ě–Ķ –ĺ—Ö–Ľ–į–∂–ī–į–Ļ —Ā–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –Ņ–ĺ—Ā–Ľ–Ķ —Ā–≤–į—Ä–ļ–ł.
- –°–≤–į—Ä–ł–≤–į–Ķ–ľ–į—Ź –Ņ–ĺ–≤–Ķ—Ä—Ö–Ĺ–ĺ—Ā—ā—Ć –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –ī–ĺ–Ľ–∂–Ĺ–į –Ņ–ĺ–Ľ–Ĺ–ĺ—Ā—ā—Ć—é –ĺ–Ņ–ł—Ä–į—ā—Ć—Ā—Ź –Ĺ–į –Ņ–ĺ–≤–Ķ—Ä—Ö–Ĺ–ĺ—Ā—ā—Ć —ć–Ľ–Ķ–ľ–Ķ–Ĺ—ā–į, –Ĺ–į –ļ–ĺ—ā–ĺ—Ä—č–Ļ –Ņ—Ä–ĺ—É—ą–ł–Ĺ–į –Ņ—Ä–į–≤–į—Ä–ł–≤–į–Ķ—ā—Ā—Ź..
- –ü–ĺ—Ā–Ľ–Ķ —Ā–≤–į—Ä–ļ–ł —Ā–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –ī–ĺ–Ľ–∂–Ĺ—č –Ī—č—ā—Ć —ā—Č–į—ā–Ķ–Ľ—Ć–Ĺ–ĺ –Ņ—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ—č. –Ě–Ķ –ľ–ĺ–∂–Ķ—ā –Ī—č—ā—Ć —ā—Ä–Ķ—Č–ł–Ĺ, –ļ–į–≤–Ķ—Ä–Ĺ, –≤–ļ–Ľ—é—á–Ķ–Ĺ–ł–Ļ –ī—Ä—É–≥–ł—Ö –ľ–į—ā–Ķ—Ä–ł–į–Ľ–ĺ–≤, –Ņ–ĺ–ī—Ä–Ķ–∑–ĺ–≤ –ł–Ľ–ł –Ĺ–Ķ–Ņ—Ä–ĺ–≤–į—Ä–ĺ–≤. –í —Ā–Ľ—É—á–į–Ķ —Ā–ĺ–ľ–Ĺ–Ķ–Ĺ–ł—Ź –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ –Ņ—Ä–ĺ–≤–Ķ—Ä–ł—ā—Ć —Ā–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –ľ–į–≥–Ĺ–ł—ā–Ĺ–ĺ-–Ņ–ĺ—Ä–ĺ—ą–ļ–ĺ–≤—č–ľ –ľ–Ķ—ā–ĺ–ī–ĺ–ľ –ł–Ľ–ł –Ņ–Ķ–Ĺ–Ķ—ā—Ä–į–Ĺ—ā–ĺ–ľ.
- –í —Ā–Ľ—É—á–į–Ķ –ĺ–Ī–Ĺ–į—Ä—É–∂–Ķ–Ĺ–ł—Ź –ī–Ķ—Ą–Ķ–ļ—ā–ĺ–≤ —Ā–≤–į—Ä–Ĺ—č–Ķ —ą–≤—č –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ —É–ī–į–Ľ–ł—ā—Ć –ł –Ņ—Ä–ĺ–ł–∑–≤–Ķ—Ā—ā–ł —Ā–≤–į—Ä–ļ—É —Ā–Ĺ–ĺ–≤–į –≤ —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–ł —Ā –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–Ķ–Ļ
–Ę–ź–Ď–õ–ė–¶–ź 1
–ü—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č S-265** |
–ö–į—ā–į–Ľ–ĺ–≥–ĺ–≤—č–Ļ
‚ĄĖ |
–Ē–†–Ě
(—ā) |
–†–į–∑–ľ–Ķ—Ä—č, –ľ–ľ |
–ú–į—Ā—Ā–į
1 —ą—ā. |
–†–į—Ā—á–Ķ—ā.
–ļ–ĺ—ć—Ą—Ą.
5:1 |
–†–į—Ā—á–Ķ—ā.
–ļ–ĺ—ć—Ą—Ą.
4:1 |
B |
C |
D |
F |
G |
H |
–†–į–∑–ľ–Ķ—Ä
—Ā–≤–į—Ä–Ĺ–ĺ–≥–ĺ
—ą–≤–į |
1290740 |
1 |
1.2 |
36.1 |
83.1 |
35.1 |
13.0 |
66.0 |
41.9 |
3 |
0,34 |
1290768 |
2.5 |
3.2 |
43.9 |
106 |
41.9 |
18.0 |
86.1 |
55.1 |
3 |
0,60 |
1290786 |
4 |
5 |
50.0 |
141 |
49.0 |
22.1 |
109 |
74.9 |
6 |
1.20 |
1290802 |
6.4 |
8 |
64.0 |
172 |
64.0 |
25.9 |
132 |
95.0 |
6 |
2.39 |
1290820 |
12 |
15 |
89.9 |
209 |
86.1 |
34.0 |
168 |
110 |
8 |
5.89 |
** –ü—Ä–ł–≤–į—Ä–Ĺ—č–Ķ –Ņ—Ä–ĺ—É—ą–ł–Ĺ—č –ľ–ĺ–∂–Ĺ–ĺ –Ņ—Ä–ł–≤–į—Ä–ł–≤–į—ā—Ć —ā–ĺ–Ľ—Ć–ļ–ĺ –ļ –ľ–Ķ—ā–į–Ľ–Ľ–į–ľ –∂–Ķ–Ľ–Ķ–∑–Ĺ—č–ľ.
|