USZY SPAWANE CROSBY
|
- Nieprzestrzeganie instrukcji spawania, montażu i podnoszenia może doprowadzić do zerwania się ładunku i do poważnych lub śmiertelnych wypadków.
- Nie korzystaj z uszkodzonych zawiesi lub łańcuchów. Kryterium kontroli są podane w ASME B30.9.
- Przed spawaniem i użyciem uszu spawanych uważnie przeczytaj tą instrukcję.
|
Ważna informacja o bezpieczeństwie
- Uszy spawane można spawać tylko do metali żelaznych (stali).
- Po określeniu ładunku wybierz ucho spawane na podstawie Dopuszczalnego Obciążenia Roboczego (DOR) - patrz tabelę 1.
- Przed spawaniem ucho i miejsce spawania musi być dokładnie oczyszczone.
- Nigdy nie używają podkładek między uchem i miejscem spawania.
- Zawsze wybieraj urządzenia do podnoszenia odpowiednie do ucha spawanego.
- Urządzenia do podnoszenia powinni zapewniać obrót ucha spawanego (Rysunek 1).
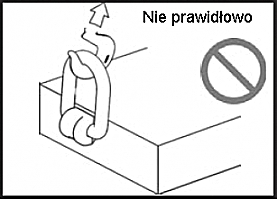
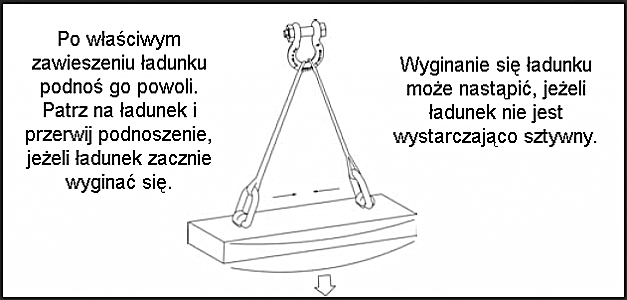
- Sprawdź właściwe działanie ucha z małym obciążeniem. Ucho spawane nie może kolidować z podnoszonym ładunkiem (rysunek 2).
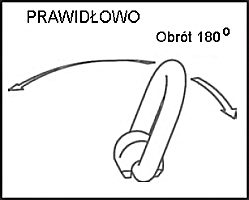
- Zawsze zapewnij możliwość obrótu uchwytu o 180 stopni (rysunek 4).
- Wymiary, skład i jakość powierzchni podnoszonego ładunku powinni być odpowiednie do przewidzianych obciążeń we wszystkich roboczych położeniach. Wymagana grubość w miejscu spawania dla danego zastosowania zależy od zmiennych takie jak długość ładunku i wytrzymałość materiału i powinna być ustalona przez wykwalifikowaną osobę.
- Nigdy nie naprawiaj, nie zmieniaj, nie modyfikuj, nie zmieniaj kształtu uszy spawanych.
Kontrola / utrzymanie uszu spawanych
- Przed użyciem zawsze sprawdzaj uszy spawane.
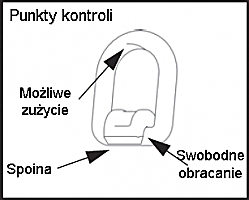
- Regularnie sprawdzaj części uszu spawanych (rysunek 3).
- Nigdy nie używaj uszu spawanych ze śladami korozji, zużycia lub uszkodzonych.
- Nigdy nie używaj uszu spawanych zgiętych lub wydłużonych.
- Nigdy nie używaj części pękniętych, z rysami lub wyżłobieniami.
- Zawsze upewnij się, że nie ma żadnych podkładek między uchem i miejscem spawania.
- Zawsze upewnij się, że całe ucho spawane jest przyspawane do powierzchni ładunku.
- Zawsze kontroluj zużycie uczy spawanych.
- Powinni być wykonywane wizualne okresowe badanie spawów. Sprawdź spawy wizualnie, albo użyj odpowiedniej metody NDT, jeżeli jest wymagana.
Bezpieczne użycie
- Nigdy nie przekraczaj nośności (DOR) uszu spawanych (patrz tabelę 1).
- Nigdy nie obciążaj uszu spawanych bocznymi siłami, rozmieszczaj uszy odpowiednio do kierunku zawiesi (rysunek 4).
- Przy użyciu zawiesi dwu- lub więcej cięgnowych, upewnij się, że siły w cięgnach są obliczone używając odpowiedniego kąta między cięgnami zawiesia i wybierz odpowiednie ucho spawane.
Wytyczne do spawania uszu spawanych
- Wybierz odpowiednie do maksymalnego obciążenia uszy spawane.
- Zamontuj uszy spawane do podnoszonego ładunku. Obejmy uszu powinni być równolegle i umieszczone na ładunku równomiernie.
- Spawanie powinno być wykonane przez wykwalifikowanego spawacza zgodnie z odpowiednimi instrukcjami spawania.
- Niżej podane zalecenia, które powinny być włączone do instrukcji spawania dla stali z małą lub średnią zawartością węgla. Dla spawania stali z inną zawartością węgla instrukcja spawania powinna być rozszerzona.
- Materiał do spawania powinien mieć minimalną wytrzymałość na rozciąganie 482 N/mm2 ( takie jak AWS A5.1 E -7018). Przestrzegaj zalecenia producenta elektrod. Spoiny powinni być wykonane z pełnym przetopem.
- Przed spawaniem, wszystkie powierzchnie powinni być oczyszczone od rdzy, tłuszczu, farby, żużlu i innych zanieczyszczeń.
- Minimalne wymiary spoiny podane w tabeli 1 i powinni być zgodne z AWS.
- Spoina powinna być położona nie mniej niż dwuwarstwową dla wykonania pełnego przetopu.
- Spoina powinna być wykonana na całej długości obejmy „D” z dwóch stron obejmy (rysunek 5).
- Spoina nie powinna dotykać ruchomej części ucha. Po spawaniu upewnij się że ucho ma możliwość obrotu o 1800.
- Nie ochładzaj spawu po spawaniu.
- Spawana powierzchnia ucha powinna ściśle przylegać do elementu spawanego.
- Po spawaniu spoiny powinny być dokładnie sprawdzone. Nie może być pęknięć, wżerów, włączeń innych materiałów, nacięć lub podtopień. W przypadku wątpliwości sprawdź spoiny magnetyczno-proszkową metodą lub penetrantem.
- W przypadku wykrycia wad spoiny trzeba wyszlifować i pospawać ponownie zgodnie z instrukcją.
TABELA 1
Uszy spawane S-265** |
Nr
katalogowy |
DOR (t) |
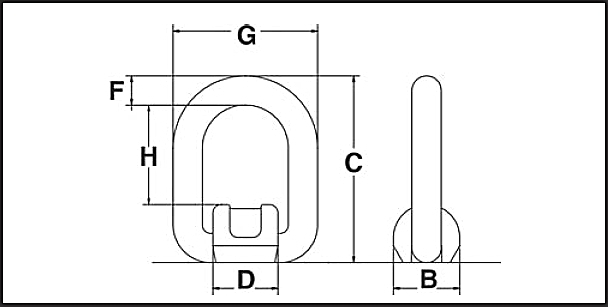
Wymiary, mm |
Masa
1 szt. |
DF 5:1 |
DF 4:1 |
B |
C |
D |
F |
G |
H |
Wymiar spawu |
1290740 |
1 |
1.2 |
36.1 |
83.1 |
35.1 |
13.0 |
66.0 |
41.9 |
3 |
0,34 |
1290768 |
2.5 |
3.2 |
43.9 |
106 |
41.9 |
18.0 |
86.1 |
55.1 |
3 |
0,60 |
1290786 |
4 |
5 |
50.0 |
141 |
49.0 |
22.1 |
109 |
74.9 |
6 |
1.20 |
1290802 |
6.4 |
8 |
64.0 |
172 |
64.0 |
25.9 |
132 |
95.0 |
6 |
2.39 |
1290820 |
12 |
15 |
89.9 |
209 |
86.1 |
34.0 |
168 |
110 |
8 |
5.89 |
** Uszy spawane można spawać tylko do metali żelaznych.
|