Uszy łamane HR-125 SS-125 HR-1000
UWAGA! |
- Nieprzestrzeganie tej instrukcji może doprowadzić do zerwania się ładunku i do poważnych wypadków.
- Zakręcaj śruby uszu łamanychHR-125, HR-1000, HR-125C, HR-125M, HR-1000M, HR-125W, SS-125 i SS-125M wymaganym momentem obrotowym, podanym odpowiednio w tabelach 1, 2, 3, 4, 5, 6.
- Śrubę ucha łamanego HR-125M do zawiesi wężowych dokręcaj na miejscu, a następnie dokręć nakrętkę na śrubie, patrz tabelę 4, ostatnia kolumna.
- Nie korzystaj z uszkodzonych zawiesi lub łańcuchów. Kryterium kontroli są podane w ASME B30.9.
- Korzystaj tylko z oryginalnych części Crosby.
- Sworzeń łączenia łańcucha do ucha łamanego HR-125C powinien być poprawnie zabezpieczony zawleczką blokującą.
- Dokręcaj najpierw śrubę, potem nakrętkę (HR-125W).
|
Ucho łamane. Stosowanie, montaż, bezpieczeństwo
- Stosuj uszu łamanych tylko dla ładunków z metali żelaznych (stal. żelazo) lub z miękkich metali (takich jak aluminium). Nie zostawiaj gwintowanego końca ucha w ładunku z aluminium na długo, żeby zapobiec korozji gwintu.
- Po określeniu ładunku wybierz ucho łamane na podstawie Dopuszczalnego Obciążenia Roboczego (DOR). W tabelach 1, 2, 4, 5 podane dane uszu łamanych z gwintem UNC, w tabelach 3 i 6 - z gwintem metrycznym.
- Wywierć odpowiedni otwór w części roboczej ładunku o minimalnej długości gwintu ucha plus pół średnicy gwintu i nagwintuj. DOR i moment obrotowy zakręcania jest podany w tabelach 1 - 6 i na uchu.
- Zamontuj ucho łamane i zaciągnij gwint zalecanym momentem obrotowym, upewnij się że dolny kołnierz ucha opiera się o powierzchnię ładunku.
- Nigdy nie używaj podkładek między dolnym kołnierzem ucha i powierzchnią ładunku.
- Zawsze używaj uszu łamanych o odpowiedniej nośności do podnoszenia ładunku.
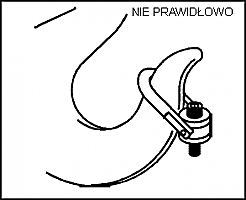
- Stosuj urządzenie do podnoszenia o wielkości, odpowiedniej do ucha (rys. 1).
- Zawsze sprawdzaj możliwość obracania się ucha i osiowości z urządzeniem do podnoszenia. Ucho nie może kolidować z podnoszonym ładunkiem (rys. 2).
- Specjalna uwaga: w przypadku stosowania blokującej nakrętki, nakrętka powinna być nakręcona na całą długość gwintu i odpowiadać wymaganiom:
1. ASTM A-563 (A) Grade D Hex Thick
(B) Grade DH Standard Hex.
2. SAE Grade 8 — Standard Hex.
Inspekcja / Konserwacja uszu łamanych
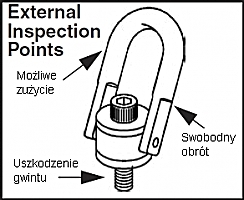
- Zawsze sprawdzaj ucho przed użyciem.
- Regularnie sprawdzaj części ucha łamanego (rys. 3).
- Nigdy nie używaj ucha łamanego ze śladami korozji, zużycia lub uszkodzenia.
- Nigdy nie używaj ucha łamanego ze skręconym lub wydłużonym uchem.
- Zawsze upewnij się, że gwint śruby i otworu jest czysty, nie uszkodzony i odpowiednio dopasowany.
- Przed użyciem ucha łamanego zawsze dokręcaj śrubę kluczem dynamometrycznym.
- Zawsze upewnij się, że nie ma podkładek między dolnym kołnierzem ucha i powierzchnią ładunku.
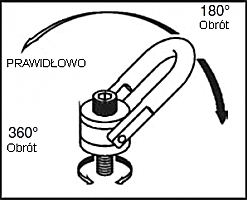
- Zawsze zapewnij możliwość obrotu łuku ucha o 1800 i obracania się wokół osi o 3600 (rys. 4).
- Zawsze upewnij się, że cała dolna powierzchnia ucha łamanego ma kontakt z powierzchnią roboczą ładunku. Otwór w powierzchni roboczej ładunku powinien być wiercony i gwintowany pod kątem 900 do powierzchni.
Bezpieczne użycie
-
Nigdy nie przekraczaj DOR ucha łamanego, podanego w tabelach 1, 2, 4, 5 dla uszu łamanych z gwintem UNC i w tabelach 3 i 6 - z gwintem metrycznym.
-
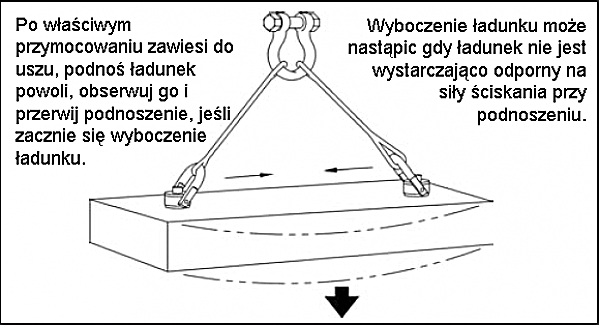
Przy użyciu zawiesi dwu- lub więcej cięgnowych upewnij się, że siły w cięgnach są przeliczone na kąt nachylenia cięgien i że DOR uszu łamanych jest odpowiedni do tych sił
|
|
Rysunek 1 |
Rysunek 2 |
|
|
Rysunek 3 |
Rysunek 4 |
Tabla 1
Dopuszczalne obciążenie robocze*
5:1
(funty) |
Moment dokręcania
†
(stopy xfunty) |
HR-125 |
HR-1000 |
Wymiary gwintu
‡
(cale) |
Efektywna długość gwintu
(cale) |
Wymiary gwintu
‡
(cale) |
Efektywna długość gwintu
(cale) |
800 ft |
7 |
5/16 - 18 x 1.50 |
.59 |
5/16 - 18 x 1.50 |
.52 |
1000 ft |
12 |
3/8 - 16 x 1.50 |
.59 |
3/8 - 16 x 1.50 |
.52 |
2500 |
28 |
1/2 - 13 x 2.00 |
.71 |
1/2 - 13 x 2.25 |
.69 |
2500 ft |
28 |
1/2 - 13 x 2.50 |
1.21 |
1/2 - 13 x 2.75 |
1.19 |
4000 |
60 |
5/8 - 11 x 2.00 |
.71 |
5/8 - 11 x 2.25 |
.69 |
4000 ft |
60 |
5/8 - 11 x 2.75 |
1.46 |
5/8 - 11 x 3.00 |
1.44 |
5000 |
100 |
3/4 - 10 x 2.25 |
.96 |
3/4 - 10 x 2.50 |
.94 |
5000 tt |
100 |
3/4 - 10 x 2.75 |
1.46 |
3/4 - 10 x 3.00 |
1.44 |
7000 ** |
100 |
3/4 - 10 x 2.75 |
.90 |
3/4 - 10 x 3.00 |
.85 |
7000 ft** |
100 |
3/4 - 10 x 3.50 |
1.65 |
3/4 - 10 x 3.50 |
1.35 |
8000 |
160 |
7/8 - 9 x 2.75 |
.90 |
7/8 - 9 x 3.00 |
.85 |
8000 tt |
160 |
7/8 - 9 x 3.50 |
1.65 |
7/8 - 9 x 3.50 |
1.35 |
10000 |
230 |
1 - 8 x 3.00 |
1.15 |
1 - 8 x 3.50 |
1.35 |
10000 tt |
230 |
1 - 8 x 4.00 |
2.15 |
1 - 8 x 4.50 |
2.35 |
15000 |
470 |
1-1/4 - 7 x 4.50 |
2.22 |
1-1/4 - 7 x 5.00 |
2.09 |
24000 |
800 |
1-1/2 - 6 x 6.50 |
2.98 |
1-1/2 - 6 x 5.50 |
2.59 |
30000 |
1100 |
2 - 4-1/2 x 6.50 |
2.98 |
— |
— |
50000 |
2100 |
2-1/2 - 4 x 8.00 |
4.00 |
— |
— |
75000 |
4300 |
3 - 4 x 10.50 |
5.00 |
— |
— |
100000 |
5100 |
3-1/2 - 4 x 13.00 |
7.00 |
— |
— |
* Minimalna siła niszcząca to 5 x DOR. Indywidualnie testowane siłą 2,5 x DOR.
** Minimalna siła niszcząca w pionie to 4,5 x DOR dla ucha DOR=7000 funtów. Uszy wszystkich wymiarów indywidualnie testowane siłą 2,5 x DOR.
† Moment dokręcania śruby jest kalkulowany dla gwintu „suchego”- wyczyszczonego ze wszelkich smarów.
†† Uszy z długimi śrubami są używane do podnoszenia ładunków z miękkich metali (takich jak aluminium). Uszyz długimi śrubami mogą być również używane do podnoszenia ładunków z żelaznych metali (takich jak stal i żelazo), uszy z krótkimi śrubami są używane do podnoszenia tylko ładunków z żelaznych metali.
‡ Śruby ze stopu stali klasy 8, z łbem zmniejszonym imbusowym wg ASTM A574. Wszystkie gwinty UNC.
Tabela 2 |
Ucho łamane obrotowe HR-125C do łańcuchów klasy 8 |
Dopuszczalne obciążenie robocze**
5:1
(funty) |
Moment dokręcania
†
(stopyxfunty) |
Wymiary gwintu
‡‡
(cale) |
Efektywna długość gwintu
(cale) |
Wymiar łańcuchów Spectrum 8
(cale / mm) |
4500 |
60 |
5/8 - 11 x 2.00 |
.71 |
1/4 - 5/16 - 7 - 8 |
4500 tt |
60 |
5/8 - 11 x 2.75 |
1.46 |
1/4 - 5/16 - 7 - 8 |
7100 |
100 |
3/4 - 10 x 2.75 |
.90 |
3/8 - 10 |
7100 tt |
100 |
3/4 - 10 x 3.50 |
1.65 |
3/8 - 10 |
12000 |
230 |
1 - 8 x 3.00 |
1.15 |
1/2 - 13 |
12000 tt |
230 |
1 - 8 x 4.00 |
2.15 |
1/2 - 13 |
18100 |
470 |
1-1/4 - 7 x 4.50 |
2.22 |
5/8 - 16 |
** Minimalna siła niszcząca w pionie to 4,5 x DOR dla ucha DOR=7000 funtów. Uszy wszystkich wymiarów indywidualnie testowane siłą 2,5 x DOR.
† Moment dokręcania śruby jest kalkulowany dla gwintu „suchego”- wyczyszczonego z wszelkich smarów.
‡‡ Śruby ze stopu stali klasy 12.9, z łbem zmniejszonym imbusowym wg DIN 912. Wszystkie gwinty metryczne (ASME/ANSI B18.3.1m).
Wszystkie uszy testowane indywidualnie.
Tabela 3 |
Dopuszczalne obciążenie robocze
(kG)*** |
Moment dokrę- cania
†
Nm |
HR-125M |
HR-1000M |
Współ-czynnik bezpie-czeństwa
5:1 |
Współ-czynnik bezpie-czeństwa
4:1 |
Wymiary gwintu
‡‡
mm |
Efektywna długość gwintu
mm |
Wymiary gwintu
‡‡
mm |
Efektywna długość gwintu
mm |
400 |
500 |
10 |
M 8 X 1.25 X 40 |
16.9 |
M 8 X 1.25 X 40 |
15.2 |
450 |
550 |
16 |
M 10 X 1.50 X 40 |
16.9 |
M 10 X 1.50 X 40 |
15.2 |
1050 |
1300 |
38 |
M 12 X 1.75 X 50 |
17.2 |
M 12 X 1.75 X 55 |
15.2 |
1900 |
2400 |
81 |
M 16 X 2.00 X 60 |
27.2 |
M 16 X 2.00 X 65 |
25.5 |
2150 |
2700 |
136 |
M 20 X 2.50 X 65 |
31.2 |
M 20 X 2.50 X 70 |
30.5 |
3000 |
3750 |
136 |
M 20 X 2.50 X 75 |
28.1 |
M 20 X 2.50 X 80 |
25.4 |
4200 |
5250 |
312 |
M 24 X 3.00 X 80 |
33.1 |
M 24 X 3.00 X 90 |
35.4 |
7000 |
8750 |
637 |
M 30 X 3.50 X 120 |
65.1 |
M 30 X 3.50 X 140 |
66.2 |
11000 |
13750 |
1005 |
M 36 X 4.00 X 150 |
60.6 |
M 36 X 4.00 X 130 |
56.2 |
12500 |
15600 |
1005 |
M 42 X 4.50 X 160 |
70.6 |
— |
— |
13500 |
16900 |
1350 |
M 48 X 5.00 X 160 |
101 |
— |
— |
*** Indywidualnie testowane siłą 2,5 x DOR na podstawie współczynnika bezpieczeństwa 4:1.
† Moment dokręcania śruby jest kalkulowany dla gwintu „suchego”- wyczyszczonego ze wszelkich smarów.
‡‡ Śruby ze stopu stali klasy 12.9, z łbem zmniejszonym imbusowym wg DIN 912. Wszystkie gwinty metryczne (ASME/ANSI B18.3.1m).
Wszystkie uszy testowane indywidualnie.
Tabela 4 |
Ucho łamane obrotowe HR-125W do zawiesi wężowych |
Zawiesia wężowe do
HR-125W
|
|
Moment dokrę-cania
†
(stopyx funty)
|
|
Efektyw-na długość gwintu
(cale)
|
Moment dokręcania
śruby z nakrętką
‡‡‡
(stopyx
funty)
|
Wymiar zawiesi wężo-wych
(cale)
|
Szero-kość
zawie-si
(cale)
|
|
Iłość warstw |
1 & 2 |
2 |
2 |
2 |
3-1/4 |
100 |
3/4 - 10 x 2.75 |
.90 |
90 |
1 & 2 |
2 |
2 |
2 |
3-1/4 |
100 |
3/4 - 10 x 3.50 |
1.65 |
90 |
3 |
3 |
1.5 |
2 |
4-1/2 |
230 |
1 - 8 x 3.00 |
1.15 |
110 |
3 |
3 |
1.5 |
2 |
4-1/2 |
230 |
1 - 8 x 4.00 |
2.15 |
110 |
4 |
4 |
2 |
2 |
6-1/4 |
470 |
1-1/4 - 7 x 4.50 |
2.22 |
130 |
|
Tabela 5 |
SS-125 ¥¥ |
Dopuszczalne obciążenie robocze¥
5:1
(funty) |
Moment dokręcania
†
(stopyxfunty) |
Wymiary gwintu
§
(cale) |
Efektywna długość gwintu
(cale) |
400 |
3.5 |
5/16 - 18 x 1 |
.29 |
400 |
3.5 |
5/16 - 18 x 1.25 |
.54 |
500 |
6 |
3/8 - 16 x 1.25 |
.54 |
1250 |
14 |
1/2 - 13 x 2 |
.78 |
1250 |
14 |
1/2 - 13 x 2.25 |
1.03 |
1250 |
14 |
1/2 - 13 x 2.5 |
1.28 |
2000 |
30 |
5/8 - 11 x 2 |
.78 |
2000 |
30 |
5/8 - 11 x 2.25 |
1.03 |
2000 |
30 |
5/8 - 11 x 2.5 |
1.28 |
2500 |
50 |
3/4 - 10 x 2.25 |
1.03 |
2500 |
50 |
3/4 - 10 x 2.75 |
1.53 |
3500 |
50 |
3/4 - 10 x 2.75 |
1.04 |
3500 |
50 |
3/4 - 10 x 3.25 |
1.54 |
4000 |
80 |
7/8 - 9 x 2.75 |
1.04 |
4000 |
80 |
7/8 - 9 x 3 |
1.29 |
5000 |
115 |
1 - 8 x 3 |
1.29 |
5000 |
115 |
1 - 8 x 3.25 |
1.54 |
5000 |
115 |
1 - 8 x 4 |
2.29 |
7500 |
235 |
1-1/4 - 7 x 4 |
1.89 |
12000 |
400 |
1-1/2 - 6 x 5.5 |
2.70 |
15000 |
400 |
2 - 4-1/2 x 5.75 |
2.96 |
25000 |
1050 |
2-1/2 - 4 x 8 |
4.00 |
25000 |
1050 |
2-1/2 - 8 x 8 |
4.00 |
37500 |
2150 |
3 - 4 x 10.25 |
5.00 |
50000 |
2550 |
3-1/2 - 4 x 13 |
7.00 |
|
Tabela 6 |
SS-125M ¥¥ |
Dopuszczalne obciążenie robocze¥
5:1
(kG) |
Moment dokręcania
†
Nm |
Wymiary gwintu
§§
(mm) |
Efektywna długość gwintu
(mm) |
200 |
4 |
M 8 x 1.25 |
13 |
250 |
8 |
M 10 x 1.50 |
18 |
525 |
18 |
M 12 x 1.75 |
19 |
950 |
40 |
M 16 x 2.00 |
29 |
1075 |
68 |
M 20 x 2.50 |
34 |
1500 |
68 |
M 20 x 2.50 |
32 |
2100 |
108 |
M 24 x 3.00 |
37 |
2100 |
108 |
M 30 x 3.50 |
58 |
3500 |
318 |
M 30 x 3.50 |
42 |
3500 |
318 |
M 30 x 3.50 |
62 |
5500 |
542 |
M 36 x 4.00 |
64 |
6250 |
542 |
M 42 x 4.50 |
82 |
6750 |
542 |
M 48 x 5.00 |
82 |
11150 |
1423 |
M 64 x 6.00 |
101 |
15750 |
2915 |
M 72 x 6.00 |
132 |
22300 |
3459 |
M 90 x 6.00 |
177 |
¥ Minimalna siła niszcząca to 5 x DOR. Indywidualnie testowane siłą 2 x DOR.
¥¥ Wszystkiedetale wykonane ze stali nierdzewnej 316 za wyjątkiem ustalacza śruby, wykonanego zmagnetycznej stalinierdzewnej 15-7 PH (UNC 15700).
† Moment dokręcania śruby jest kalkulowany dla gwintu „suchego”- wyczyszczonego ze wszelkich smarów.
§§ Śruby ze stali nierdzewnej 316, z łbem zmniejszonym imbusowym wg ASTM F837 (316). Wszystkie gwinty metryczne (ASME/ANSI B18.3.1M).
|
|
| |
|
| |
|
| |
|
|