Trench Cover Hoist Ring
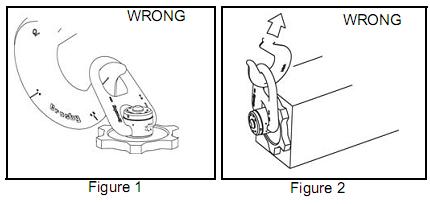
HR-500 Trench Cover Hoist Ring Application / Assembly Instructions •Use trench cover hoist ring only with ferrous metal (steel, iron) workpiece. •After determining the loads on each trench cover hoist ring, select the proper size using the Working Load Limit (WLL) ratings in Table 1 (see next page). For proper nut selection, reference trench cover nut welding guidelines (see next page). Nut thickness must equal workpiece thickness. •For proper welding of nut, reference Nut Welding Guidelines on the following page. •Always make sure the nut is free of dirt or contaminants before installation of the Trench Cover Hoist Ring. A clean out tool is available from Crosby. •To install, spin base down flush with workpiece surface and tap one of the lugs on the base with a hammer to tighten; repeat procedure before each use. •Never use spacers between the trench cover hoist ring base and workpiece surface. •Always select proper load rated lifting device for use with trench cover hoist ring. •Attach lifting device ensuring free fit to trench cover hoist ring bail (lifting ring) (Figure 1). •Apply partial load and check proper rotation and alignment. There should be no interference between load (workpiece) and trench cover hoist ring bail (Figure 2). •Always ensure free movement of bail. The bail should pivot 180 degrees and swivel 360 degrees (Figure 4).
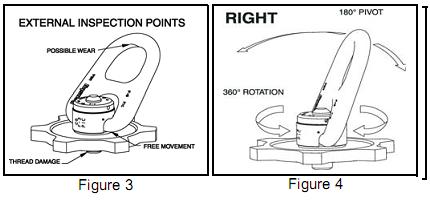
Trench Cover Hoist Ring Inspection / Maintenance •Always inspect trench cover hoist ring parts before use (Figure 3). Be sure threads on shank and receiving hole are clean, not damaged or worn, and fit properly. A thread gauge is available from Crosby. •Never use trench cover hoist ring that shows signs of corrosion, wear or damage. •Never use trench cover hoist ring if bail is bent or elongated. •Do not use parts showing cracks, nicks or gouges. •Always make sure there are no spacers (washers) used between trench cover hoist ring body and the workpiece surface. Remove any spacers (washers) and retighten before use. •Aways be sure total workpiece surface is in contact with the trench cover hoist ring body mating surface. •Drilled and tapped hole in the weld-in nut must be 90 degrees to load (workpiece) surface. A welding fixture is available from Crosby. •A visual periodic inspection of the nut to workpiece weld should be performed. Check the weld visually, or use a suitable NDE (Non-Destructive Examination) method if required.
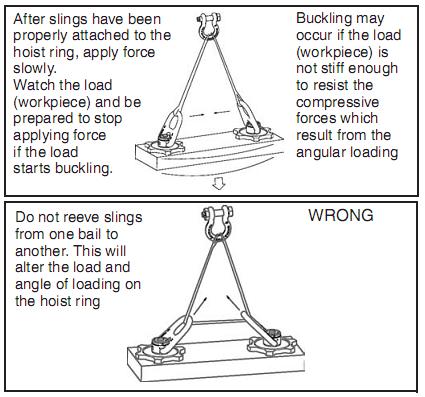
Operating Safety •Never exceed the capacity (WLL) of the trench cover hoist ring, see Table 1, next page. •When using lifting slings of two or more legs, make sure the forces in the legs are calculated using the angle from the horizontal sling angle to the leg and select the proper size trench cover hoist ring.
* Ultimate load is 5 times the working load limit. Inpidually proof tested
Trench Cover Nut Welding Guidelines 1. Select the correct size trench cover hoist ring to be used. Be sure to calculate the maximum load that will be applied to the trench cover hoist ring. The nut thickness should be equal to the workpiece thickness. 2. Cut a hole in the workpiece per Table 2 below. 3. Insert the trench cover nut into the hole. The trench cover nut should have 1/16" clearance around its outer edge. The surface of the trench cover nut must be parallel and even with the surface of the work-piece (See Figure 5). A welding fixture is available from Crosby for this. 4. Welding is to be performed by a qualified welder using a qualified procedure in accordance with American Welding Society and/or American Society of Mechanical Engineers requirements.
5. When welding to low or medium carbon cover steel, the following suggestions should be included in the qualified procedure. A. Before welding, all weld surfaces must be clean B. Weld material is to have a minimum tensile strength C. Completely fill internal bevel created between D. Do not rapidly cool the weld. E. The surface of the weld must be ground F. Using the same procedure, weld the opposite side. G. A thorough inspection of the weld should be H. If repair is required, grind out the defect and NOTE: For welding to other grades of steel, a qualified weld procedure must be developed.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||