HAKI PŁASKIE CROSBY® BH-313
INFORMACJA UŻYTKOWANIA I OSTRZEGAWCZA
BH-313
OSTRZEŻENIA |
- Przy podnoszeniu ładunku przestrzegaj właściwych procedur.
- Zerwanie się ładunku może spowodować poważny wypadek.
- Ładunek zawsze powinien być podwieszony na hak i nigdy nie powinien opierać się o zapadkę.
- Nigdy nie przekraczaj DOR haku.
- Nigdy nie używaj haków płaskich do podnoszenia ludzi. Patrz OSHA Rule 19216.550(g).
- Używaj haków zgodnie z instrukcją.
|
WAŻNA INFORMACJA O BEZPIECZEŃSTWIE.
PRZECZYTAJ I PRZESTRZEGAJ
- Te haki są przeznaczone tylko do przyspawania do konstrukcji,wyposażenia albo mechanizmu w miejscu, przeznaczonym do tego przez producenta(niektórzy producenci nie akceptują modyfikacji ich wyrobów).
- Dane o nośności koparek hydraulicznych podane w normie SAE J1097.
- Wizualne okresowe badania pęknięć, rys, wyżłobień i deformacji, jako część wszechstronnegoudokumentowanego programu badania, powinni być prowadzoneprzez wykwalifikowany personel.
- Powinni byćwykonywane wizualne lub, jeśli jest to wymagane z użyciem odpowiedniej metodyNDE, okresowe badania spawów.
- Ponieważ łyżki koparek specjalnie nie są przeznaczone dlastałego użycia z hakami, zalecane jestregularne i bardzo gruntowne badania obszaru spawaniałyżek koparek, by upewnić się, że nie ma uszkodzeń obszaru roboczego.
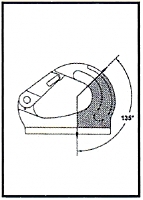
- Nigdy nie używaj haku ze zwiększonym otwarciem gardzieli, lub z końcem wygiętym więcej 10stopni od płaszczyzny haka, lub jeśli hak ma jakiekolwiek inne skręcenia lub zgięcia.
Uwaga: zapadka nie będzie działała właściwie na haku zgiętym lub z zużytym końcem.
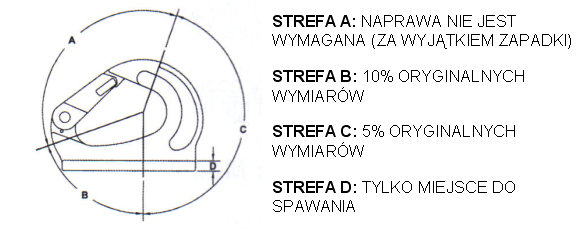
- Nigdy nie używaj haku, który ma zużycie większe od podanego na rysunku 1.
- Haki z pęknięciami, rysami albo wyżłobieniami powinni być wycofane z użytku. Haki z rysami albo wyżłobieniami mogą być naprawione szlifowaniem wzdłuż haku, pod warunkiem że wymiary po naprawie będą w granicach podanych na rysunku 1. Dla oceny pęknięć można skontaktować się z działem inżynierii Crosby.
- Nigdy nie naprawiaj, nie zmieniaj, nie przerabiaj haków przez spawanie, nagrzewanie, przepalanie lub zgięcie.
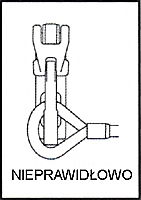
- Zawsze upewnij się, że ładunek jest zawieszony na haku. Ładunek może być zawieszony tylko na obszarze, pokazanym na rysunku 2. Nigdy nie zawieszaj ładunku na zapadkę (rysunek 3).
- Nigdy nie obciążaj haków bocznymi siłami (rysunek 4), nie obciążaj końca haku (rysunek 5).
- Użycie zapadek może być wymagane przez regulacje albo kodybezpieczeństwa takie jak OSHA, MSHA, ANSI / ASME B30,ubezpieczenie, i t.d.
- Zapewniaj właściwi działanie zapadki. Używaj tylko oryginalnych części zamiennychCrosby.
- Nigdy nie zawieszaj bezpośrednio na haku więcej niż jedno zawiesie. Dlazawieszania dwóch lub więcej zawiesi używaj właściwegowyposażenia.
- Więcej informacji jest podane w ANSI / ASME B30.10 „Haki”.
- Wytrzymałość haku zależy od metody spawania. Spawanie powinno być wykonane bardzo dokładnie.
Konstrukcja, do której hak jest przyspawany, musi być o odpowiednich wymiarach, strukturze i jakości, by wytrzymać możliwe obciążenia przy pracy. Wymagana grubość materiału konstrukcji dla danego celu zależy od takich zmiennych jak nie oparta długość i wytrzymałość materiału i powinna być określona przez wykwalifikowaną osobę. Minimalna grubość blachy i wymiary spawów w zależności od DOR haku podane w tabeli niżej:
Dopuszczalne Obciążenie
Robocze
(t) |
Minimalna grubość blachy
(mm) |
Minimalny wymiar spawu
(mm) |
1 |
5 |
5 |
2 |
6 |
6 |
3 |
8 |
8 |
4 |
8 |
8 |
5 |
10 |
10 |
8 |
13 |
13 |
10 |
13 |
13 |
- Ustaw hak tak, żeby obciążenie było przyłożone w płaszczyznie haku i ładunek był oparty nahak we wszystkich pozycjach przy pracy. Zapewnij, żeby hak nie przeszkadzał pracy innychmechanizmów lub był obciążany tzw obciążeniem punktowym.
- Szpara między bazą haka ioporą nie może być większa 3 mm. W przeciwnym przypadku wyrównaj oporę w miejscu spawania haka.
- Gdy hak jest spawany do stali węglowej albo niskostopowej (mniej 0,40% węgla), powinni być przestrzegane podane niżej zalecenia. Dla haków, spawanychdo innych gatunków stali, instrukcja spawaniamusi być rozszerzona. Materiałem haku Crosby jest zmodyfikowany AISI 8622.
- Spawanie ma zostać wykonane przez wykwalifikowanego spawacza, używając instrukcji spawania, zgodnej z American Welding Society (AWS) i / albo American Society of Mechanical Engineers (ASME).
- Elektrody do spawania powinni być zgodne z AWS A5.4E -312-16. Przestrzegajpoleceń producentów elektrod.
- Spawane powierzchnie przed spawaniem powinni być nagrzane do temperatury od 1000C do 3800C.
- Przed spawaniem spawane powierzchnie powinni być czyste i oczyszczone od rdzy, tłuszczu i farby.
- Minimalna wielkość spawów jest podana w tabeli 1 powyżej. Spawy powinni być wykonane zgodnie z AWS.
- Spawanie powinno być wykonane dookoła całej opory haku minimum w dwóch warstwach, by zapewnić odpowiedni przetop.
- Nie przyspieszaj ochłodzenia spawu.
- Po spawaniu, przed malowaniem, spoiny powinny być dokładnie sprawdzone wizualnie.
- Nie może być pęknięć, wżerów, włączeń innych materiałów, nacięć lub podtopień. W przypadku wątpliwości sprawdź spoiny odpowiednią metodą NDE, taką jak magnetyczno-proszkowa lub penetrantem.
- W przypadku wykrycia wad spoiny trzeba wyszlifować i pospawać ponownie zgodnie z instrukcją.
- Przed użyciem powinna być sprawdzona wytrzymałość urządzenia.
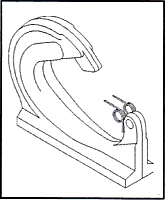
Ważne - Instrukcja montażu zapadek S-4313 na haku płaskim BH-313.
|
|
Krok 1 |
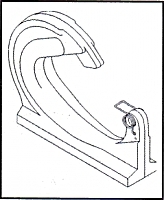
Krok 2 |
1. Ustawić hak na powierzchni roboczej, jak pokazano na rysunku. |
Dla haków od 1 do 3 ton
2. Ustawić sprężynę jak pokazano na rysunku. |
|
|
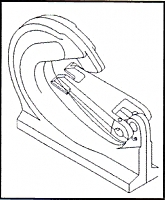
Krok 2A |
Krok 3 |
Dla haków od 4 do 10 ton
2A. Założyć końce sprężyny do otworów i ustawić sprężynę jak pokazano na rysunku. |
3. Ustawić zapadkę na sprężynę jak pokazano na rysunku, wcisnąć ją na miejsce. |
|
|
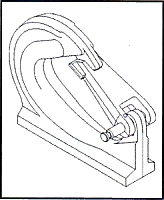
Krok 4 |
Krok 5 |
4. Ustawić otwory na zapadce i na haku w jednej linii.
Włożyć sworzeń końcem bez rowku do otworów w zapadce, haku i sprężynie. |
5. Włożyć kołek do otworu w zapadce i wbić młotkiem tak, żeby kołek połączył zapadkę i sworzeń przez rowek w sworzniu |
|