SOCKETS - INTRODUCTION
Materials
Our standard socket range is available in cast alloy steel with high machanical properties. The Shortbow range is made of high alloy steel with extremely high mechanical properties. All of our sockets are suitable for usage in a low temperature enviroment. All of the materials meet the requirements of an impact value of >42 Joule/-20°C Charpy-V.
Testing
Sockets can be proofloaded in accordance with our test program. Witnessing of non-destructive examinations by independent inspection agencies can be offered as an option. With our 300 tons tensile testing equipment, certified by TNO and approved by all major classification societies, we can offer additional proofload testing facilities.
Manufacturers certificate
Sockets are supplied with a manufacturers certificate showing:
•certificate number
•wirerope diameter
•minimum breaking load (MBL)
•quantity
•order nummer
Material certificates
Additional material inspection and testing by authorized agencies is possible. If ordered a 3.1.C-EN 10204/DIN 50049 certificate can be supplied.
Finishing
Our standard sockets are delivered painted in blue or hot dipped galvanised.
Warning and application instructions
General information
•Always take care of visual inspection before using a socket and pin.
•Never use a part showing cracks.
•Do not side load a socket.
•Repair is not allowed, for repair contact your supplier.
•Never shockload a socket.
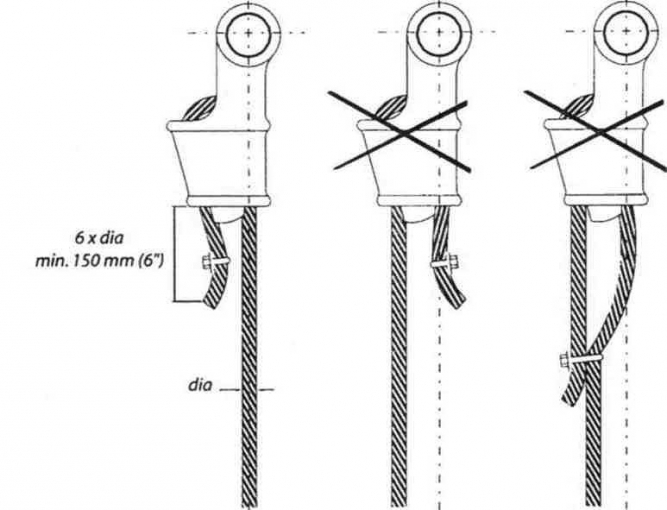
Wedge Sockets
•Always mount the loaded part of the wire in the centre line of the pin (see figures next page).
•Secure the dead end with a wirerope clip.
•Do not attach the loaded wire to the dead end.
•The dead end should have a length of 6 times the wire diameter with a minimum of 150 mm.
•Inspect after the first load that the wire rope and wedge are fully seated.
•Load may slip if the connection is not properly installed.
•Inspect the connection regularly.
•The efficiency of a wire rope/wedge socket connection is 80% of the minimum breaking load of the wire but limited to the minimum breaking load of the socket (MBL).
Spelter and Short Bow Sockets
•Be sure that the wire-socket connection is in the center line of the socket.
•Proper spelter socket termination have an effecienty of 100% of the breaking load of the wire. This can be limitated by the minimum braking load of the socket (MBL), as mentioned in the tables.
For socketing please read the general socketing instructions.
Due to constant improvements of our products, we reserve the right to change specifications accordingly.
General Socketing instructions
•Before use please read carefully the instructions of the resin manufacturer. Incorrect use of the resin or spelter material can result in an unsafe termination. More information can also be obtained from your wire rope supplier.
•Always clear the wire rope broom and socket basket from dirt and grease.
•Make certain that the broomed wires are evenly spaced in the basket, and that the wire and basket are aligned with one another.
•When using white metal or zinc, do not preheat the socket to more then 300°C (570°F).
•Make sure the base of the socket is properly sealed. This to prevent resin leakage, which may cause voids.
•Never use an assembly before the resin is fully hardened.
•Socketing should always be done by a qualified person.
Required resin volume for socketing wire rope terminations
For wire rope o |
Approximate
resin volume |
mm |
Inch |
cc |
11-13 |
1/2 |
35 |
14-16 |
5/8 |
50 |
18-19 |
3/4 |
80 |
20-22 |
7/8 |
120 |
23-26 |
1 |
160 |
27-30 |
1 1/8 |
220 |
31-36 |
1 1/2 - 1 3/8 |
350 |
37-39 |
1 1/2 |
425 |
40-42 |
1 5/8 |
500 |
43-48 |
1 3/4 - 1 7/8 |
700 |
|
For wire rope o |
Approximate
resin volume |
mm |
inch |
cc |
49-54 |
2-2 1/8 |
1200 |
55-60 |
2 1/4-2 3/8 |
1450 |
61 -68 |
2 1/2- 2 5/8 |
1850 |
69-75 |
2 3/4-2 7/8 |
2250 |
76-80 |
3 - 3 1/8 |
3500 |
81 -86 |
3 1/4 - 3 3/8 |
4000 |
87-93 |
3 1/2 - 3 5/8 |
5000 |
94-102 |
3 3/4 - 4 |
7500 |
108-115 |
4 1/4 - 4 1/2 |
10500 |
120-130 |
4 3/4 - 5 |
14000 |
|
|